���Ƅ���谸�����Ƅ�����c�Ƅӆ�Ԫ����F�ИI�еđ���(��) 3.2 ׃�l����ϵ�y�OӋ
�����~�ރA���ˮ�r���Aб�Ƕ�1200���چ��Ӻ�ֹͣ�^�g�z�׃�l���τ�늄әC���ʿ��ƹ��w�\�е�λ�ã�ͬ�r��׃�l���^�d����Ҫ��O����׃�l��EV2000-4T0750G���S�^�d150���~�����1��犣�200���~�����0.5�룻4���ٶ��������~���D�\�У�����\���l��30HZ�����~�����r���_���ڜʴ_���У������r���Ƅӆ�Ԫ�����ٶȲ�����10HZ����ֹ�������چ����ٶ��^����ɻ΄Ӱl�����D��늙C���D�����]�����ęCе�O��O���c늚��B�i����ֹ�`�����Įa����
�ٶ�ƥ�䣺ǰ�M�������١������١������١���ֹͣ�������ˡ������١������١������١���ֹͣ���ٶ�ƥ�乤ˇ׃�l������ԭ����D2��ʾ��
�D2���~�ރA���ˮ�ٶ�ƥ��
����F�t���Fˮ�r���Fˮ�������F�t���F�ڣ��ۣ���������һ�����x�����F�t�������b�����Fˮ��������_0.4m�r�����������Fˮ�����F�t���F�r�����l���Ӎ̖�����F�t�ھS��t����ˡ������Fˮ��܇δͣ��λ�r�������A�ӣ�����sˮ©����F�t�r������ˮ���l�ꮅ���ɃA�t�����F܇����վ���ޕr�����_�����F܇�c���F�Ӄ��Fˮ��܇�ʴ_��λ�����F܇���F��Ҫ��������A����λ���Fˮ��܇�����_��������λ��
�ġ��ӟ�t�����^݁��׃�l������
�����ӟ�t�����^݁���ӹ�ˇ���̣��b��݁���D�D������䓙C�D�D��t��䓙C�D�D�ӟ�t�ӟ�D�D��䓙C�D�D����݁����
4.1݁���ӷ���
����ˇ���̲���������Ӳ��������λ�C����PROFIBUS-DP��������׃�l����SM-PROFIBUS-DP�����c�����m����TDS-PA01ͨӍ����׃�l�����Ƅ�������ʿ���늙C���D�١�PROFIBUS-DP����ͨ�^��TD3000׃�l������B�֡��xȡ�����{���������֡��İl�ͣ�ʹ���b�ϝL�������ϝL��ͬ�������\�У���D3��ʾ��
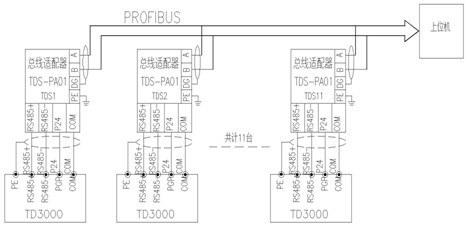
�D3��݁��׃�l���Ԅӻ�ϵ�y
4.2��늙Cͬ����ϵ�y����
����݁���ǰ�����\�͵��ӟ�t���M�мӟ��ڰ�����\�������\���O�䣬�x�ð�Ĭ��CT TD3000ϵ��׃�l���Ӷ��_늙Cͬ�rͬ���������Ƅ������Cʸ�����Ƶľ��ȣ�ͨ�^PROFIBUS-DP�������ơ��ӟ�t�nj�����M���A�ἰ�_�������ܟᡣ��ӟ�̎����Ч������߮aƷ�|������߱���ļӟ���˻����𣩺�M���c�_�Ⱦ��ӟ��^����ʹ䓵ĽM���Y���õ����õ����ƣ�����������|�����ӟ�t�����^݁��׃�l���������2��ʾ����Ĭ��CT׃�l���ڰ����܈���܈1#��3#���a������܈�C��Һ�b�ø����Б���EV2000-4T2800׃�l�� 6�_��
�塢�Y���Z
��Ĭ��CT׃�l���ڰ�䓼��F��˾�đ��ã���ֵĝM�������a��ˇ�͙Cе�O���Ҫ���@ʾ׃�l����Խ�����ܺ͘O�ߵĿɿ��ԣ��õ��Ñ��ĺ��u�cٝ�u���S����Ҏģ�����������w�F�˰�Ĭ��CT׃�l�����Ƅӆ�Ԫ������ģ�Kʽ�Ӽ��g�ij��죬չʾ�������Ӽ��g�����̵Ĵ�Ҏģ���I��Q������Ʒ�Ƽ��Ƀ��ݡ�

���������ݲ���늚�http://www.cwmt81o.cn/ԭ���������D�dՈע����̎�� |
